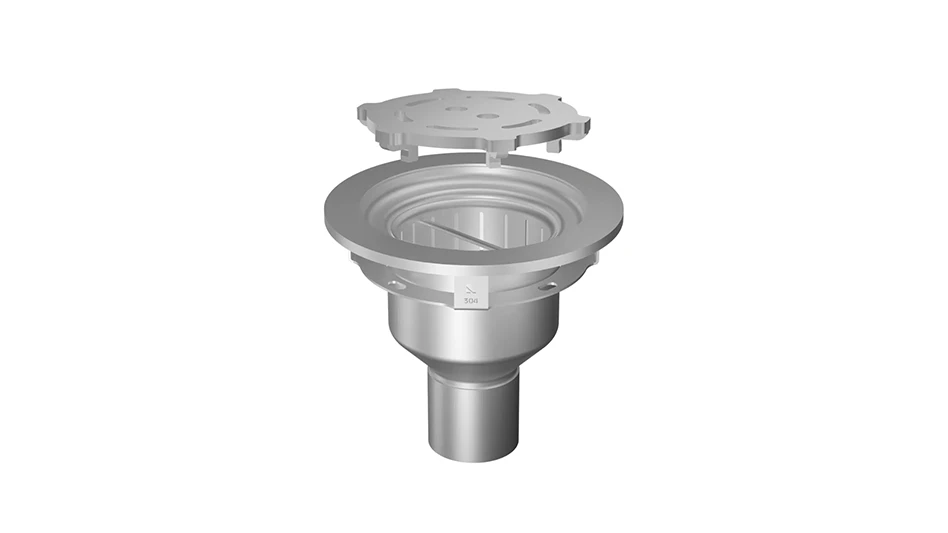
Photo courtesy FoodSafe Drains
FoodSafe Drains, a provider of hygienic drainage solutions, highlights its line of area drains, designed for food production environments where cleanliness and efficiency are paramount.
The FoodSafe Area Drain offers a compact solution for facilities with limited floor space, removing standing water at a flow rate of up to 32 GPM, said the company. This drain is NSF/ANSI/3-A certified and engineered to meet the highest standards of sanitation and safety in food production applications.
Recognizing that drains are among the most frequently used tools on production floors, FoodSafe Drains has developed a system that withstands constant traffic and use while maintaining optimal hygiene, said the company. Constructed from T304 or T316 Stainless Steel, the area drain has a Load Class E Rating, making it suitable for heavy-duty applications, including forklift traffic.
The drain's design incorporates a magnetic strainer. This feature allows for quick removal and cleaning of the strainer.
FoodSafe Drains offers customization options to suit various facility requirements. Models include the Cone, Square and Round Area Drain. These different shapes accommodate diverse production floor layouts and specific drainage needs.
For more information about the FoodSafe Area Drains, visit https://foodsafedrains.com/product-category/foodsafe-drains/area-hub-drains-2/Latest from Quality Assurance & Food Safety
- Boar's Head Reopens Virginia Facility Linked to 2024 Listeria Outbreak
- GrubMarket Raises $50 Million for eCommerce and AI Transformation
- Violet Foods Acquires Muir Glen Brand
- Eco-Products to Launch Environmentally Responsible Packaging in the UK
- New FARE Campaign Features Food Allergy Parent Tia Mowry
- FDA Relaxes Rules on ‘No Artificial Colors’ Claims
- Danone Receives IDFA's Workplace of the Year Award
- Barnwell Bio Raises $6 Million to Scale Metagenomic Biosurveillance System